在工業(yè)生產(chǎn)上,焊接機(jī)器人得到普及使用,那么設(shè)備焊接時(shí),需要了解哪些焊接缺陷?一篇焊接機(jī)器人技術(shù)寶典之焊接技術(shù)缺陷分析及防治措施告訴你想知道的。
一、焊接缺陷的分類
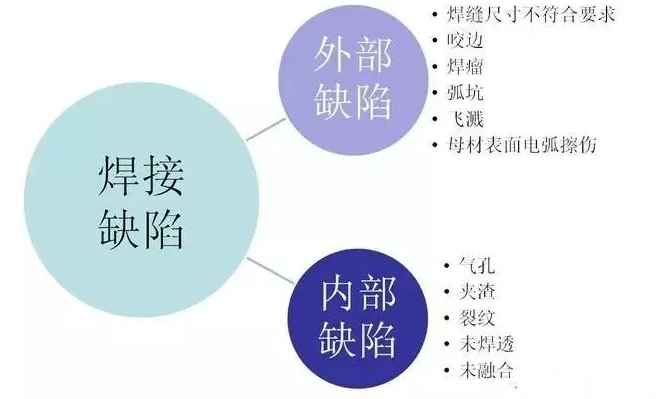
焊接缺陷的種類很多,按其在焊縫中所處的位置可分為外部缺陷和內(nèi)部缺陷兩大類。外部缺陷也叫外觀缺陷。
外部缺陷位于焊縫表面,借用肉眼或低倍放大鏡就能觀察到。
內(nèi)部缺陷位于焊縫的內(nèi)部,必須應(yīng)用破壞性檢驗(yàn)或?qū)iT無損檢驗(yàn)方法才能發(fā)現(xiàn)。
焊接缺陷的常見分類方法如下:
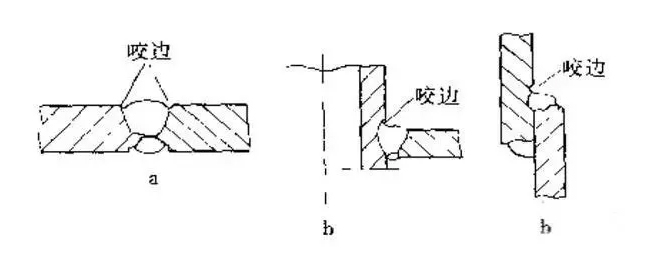
二、咬邊
1、現(xiàn)象
咬邊也稱“咬肉”,是電弧或火焰將焊縫邊緣的母材熔化后,沒有得到填充金屬的補(bǔ)充,而留下的凹陷或凹槽。
2、原因分析
(1)焊接電流過大,電弧過長,運(yùn)條角度不當(dāng)及運(yùn)條操作不熟練。
(2)焊接運(yùn)條時(shí),坡口邊緣兩側(cè)停留時(shí)間過短,造成熔敷金屬與母材未熔合。
(3)焊縫填充金屬過低,蓋面焊接焊肉過厚,電弧停留時(shí)間過長,焊縫區(qū)域溫度過高而造成咬肉。
3、危害性
咬邊是一種危險(xiǎn)的缺陷,它不但減小了基本金屬的有效工作截面,而且在咬邊處還會造成應(yīng)力集中。咬邊又是一種常見的缺陷,應(yīng)該特別引起注意。
4、預(yù)防措施
(1)選擇合理的焊接工藝參數(shù)。堿性焊條應(yīng)采用短弧焊接,保持運(yùn)條均勻,坡口邊緣運(yùn)條稍慢些,停留時(shí)間稍長些,中間運(yùn)條稍快些。多道焊中,應(yīng)保持勻速焊接,應(yīng)注意運(yùn)條角度。
(2)焊條的填充金屬應(yīng)略低于焊道母材表面,這樣蓋面的焊道寬度輪廓清楚,外觀成型好。
5、處理方法
焊縫咬邊深度超標(biāo)部分,應(yīng)用砂輪打磨修整后補(bǔ)焊。對輕微咬邊處用砂輪修磨成平滑過渡。
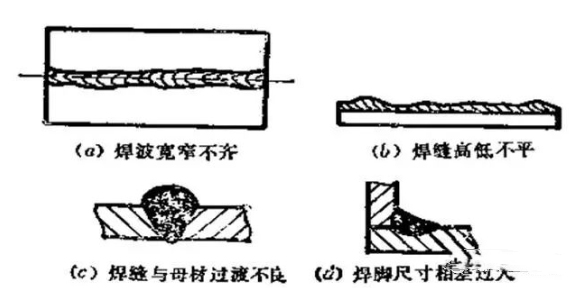
三、焊縫尺寸不符合要求
1、現(xiàn)象
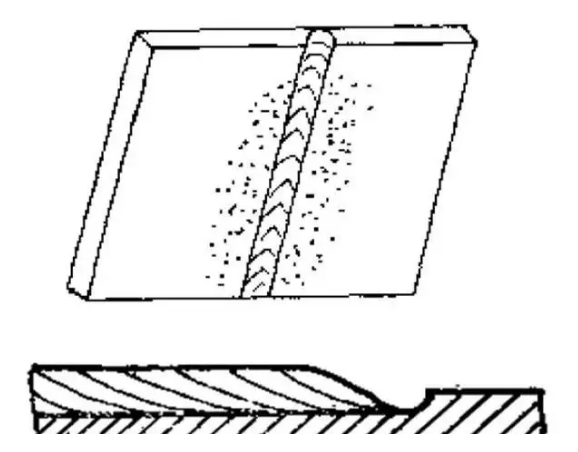
包括:焊縫外形高低不平、焊道寬窄不齊、焊縫余高過大或過小、焊縫寬度太寬或太窄、焊縫和母材之間的過渡不平滑等,如圖1所示。
2、原因分析
(1)焊縫坡口角度、寬度及組裝間隙不統(tǒng)一。
(2)焊條直徑選擇不當(dāng),造成填充層過高,失去坡口輪廓線,使蓋面寬窄不一,焊縫過高,波紋粗劣。
(3)背面清根刨縫質(zhì)量差,焊道寬度不一。
(4)焊接電流過大或過小,運(yùn)條手法和角度不當(dāng)以及焊速不均勻。
3、危害性
尺寸過小的焊縫,會降低焊接接頭的強(qiáng)度;尺寸過大的焊縫,不僅浪費(fèi)焊接材料,也會增大焊接結(jié)構(gòu)的變形。焊縫金屬向母材的過渡處若不平滑,出現(xiàn)尖角,會造成應(yīng)力集中,降低焊接結(jié)構(gòu)的承載能力。
4、預(yù)防措施
(1)采用自動(dòng)和半自動(dòng)切割機(jī)或刨邊機(jī)加工坡口。
(2)焊縫組對間隙應(yīng)控制在標(biāo)準(zhǔn)規(guī)范要求值以內(nèi),背面用碳弧氣刨清根后,采用砂輪修整刨槽及碳化層,使刨槽寬窄一致。
(3)選用適當(dāng)?shù)暮附与娏骱秃笚l直徑,遵守焊接工藝,熟練掌握操作技術(shù),保持焊速均勻;手工焊操作人員要熟練地掌握運(yùn)條速度和焊條角度,以獲得成形美觀的焊縫。
5、處理方法
對于焊縫余高過高,應(yīng)用砂輪修整,寬窄不一或高度不夠處,應(yīng)重新補(bǔ)焊,且補(bǔ)焊連接處應(yīng)圓滑過渡。
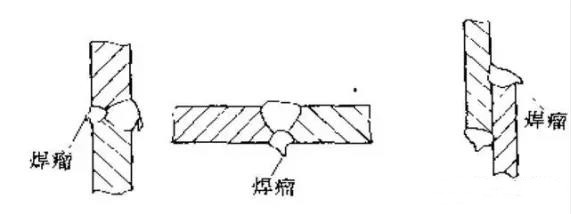
四、焊瘤
1、現(xiàn)象
熔化金屬流淌到焊縫以外未熔化的母材上形成金屬瘤。該處常伴有局部未熔合,有時(shí)也稱滿溢。習(xí)慣上,還常將焊縫金屬的多余疙瘩部分稱為焊瘤。
2、原因分析
(1)坡口邊緣污物未清理干凈;電流過大,熔池溫度過高,使液體金屬凝固較慢,在自重的作用下下墜而成;焊接速度太慢以及組對間隙太大等。
(2)運(yùn)條角度不當(dāng),操作不熟練。焊速過慢也極易產(chǎn)生焊瘤。
3、危害性
焊瘤處應(yīng)力集中,還易伴生裂縫等缺陷;焊瘤也破壞了焊縫平整光滑的外形,管子內(nèi)部的焊瘸,除降低強(qiáng)度外,還減小管道的有效截面,造成堵塞觀象。
4、預(yù)防措施
(1)焊接前應(yīng)徹底清理坡口及其附近的臟物;組對間隙要合適;選擇適當(dāng)?shù)暮附与娏骱瓦\(yùn)條角度,熟練掌握操作技術(shù),保持焊速均勻。
(2)堿性焊條采用短弧焊接,極性反接。
5、處理方法
當(dāng)出現(xiàn)焊瘤時(shí),若伴有未融合、氣孔、裂縫等缺陷時(shí),應(yīng)徹底清除缺陷,然后再進(jìn)行補(bǔ)焊。對于焊縫金屬的多余部分,可采用砂輪打磨的方法修整焊縫外形。在打磨時(shí)應(yīng)注意觀察內(nèi)部是否伴有其它缺陷, 一旦發(fā)現(xiàn)伴生缺陷應(yīng)徹底清除。
五、弧坑
1、現(xiàn)象
弧坑是焊接時(shí),由于斷弧和收弧不當(dāng),在焊道末端形成的低洼部分,表面低凹深度大于0.5mm以上。
2、原因分析
焊縫熔池金屬未填足,熄弧過快或電流過大(薄板時(shí))而造成。
3、危害性
弧坑低于基本金屬表面,降低了焊接接頭的承載能力,而且弧坑內(nèi)常伴有氣孔、夾渣、微裂紋等缺陷。
4、預(yù)防措施
收弧過程中,焊條要在收弧處作短暫的停留或作回焊運(yùn)條,使電弧不要突然熄滅、使焊條金屬填滿熔池。
5、處理方法
采用砂輪打磨修整、補(bǔ)焊,堿性焊條宜采用回弧焊接,以免引弧產(chǎn)生氣孔。
六、飛濺
1、現(xiàn)象
手工焊接時(shí),在焊縫及其兩側(cè)母材上產(chǎn)生一般性飛濺和嚴(yán)重性熔合飛濺。一般性飛濺是手工焊接常見的焊接質(zhì)量通病;但產(chǎn)生嚴(yán)重性熔合性飛濺,其危害甚大,它會增加母材局部表面淬硬組織,易產(chǎn)生硬化發(fā)生脆裂及加速局部腐蝕性等缺陷。
2、原因分析
(1)堿性焊條使用極性不正確,電弧不穩(wěn)定而產(chǎn)生飛濺。
(2)接地電纜接頭不當(dāng),產(chǎn)生嚴(yán)重磁偏吹,造成嚴(yán)重飛濺。
(4)焊條保管不當(dāng),使其表面涂料變質(zhì)外,更嚴(yán)重的是受潮,使內(nèi)部含有大量氣體引起的;
(5)選擇電流過大,受潮的焊條內(nèi)部含有大量的水份,在髙溫熔解下,一部分水份被熔解在熔液中,在焊接電弧高溫作用下,便熔解在金屬的熔液氣體發(fā)生劇熱膨脹而脹裂,造成小粒熔液金屬小滴落到焊縫及其兩側(cè)母材上。當(dāng)溫度不高時(shí),小粒熔液金屬冷卻成一般性飛濺,當(dāng)溫度較高時(shí),熔合在焊縫及其兩側(cè)母材表面的受熱區(qū)域,稱為熔合性飛濺。

3、預(yù)防措施
(1)加強(qiáng)焊條管理制度,使焊條不變質(zhì)、不受潮。在庫房的焊條應(yīng)放置在通風(fēng)良好、架空距地面高度不少于300~500毫米的高處;
(2)為了避免焊接產(chǎn)生飛濺,露天場合焊接施工時(shí),在雨、露、雪等焊接潮濕環(huán)境,不采取有效防護(hù)措施,不得進(jìn)行焊接;
(3)為了保證焊接環(huán)境,防止飛濺物產(chǎn)生,應(yīng)適當(dāng)提高溫度,消除濕度。具體作法如下:
1)控制焊接環(huán)境的溫度和相對濕度,當(dāng)環(huán)境超標(biāo)時(shí)應(yīng)采取適當(dāng)?shù)姆雷o(hù)措施,方可施焊;
2)焊前要清理坡口表面及其兩側(cè)不少于20mm范圍內(nèi)的水份、油污、鐵銹等;
3)焊接材料(焊條、焊劑等)應(yīng)有烘干和發(fā)放制度,焊條、焊劑的烘干溫度和時(shí)間應(yīng)嚴(yán)格按照相關(guān)要求進(jìn)行。
4)烘干后的焊條應(yīng)存放在100~150攝氏度的恒溫箱中;現(xiàn)場施焊的焊工應(yīng)具有良好的自動(dòng)式焊條保溫筒,焊條在保溫筒內(nèi)的時(shí)間不宜超過4小時(shí),如超過時(shí)間應(yīng)重新烘干。
5)對不銹鋼及有色金屬母材的焊接,為防止產(chǎn)生飛濺的缺陷,焊接時(shí)除了保證焊條干燥外,并在焊縫兩側(cè)母材金屬表面涂刷防護(hù)涂料的保護(hù)措施或采用氬弧焊,可避免產(chǎn)生一般性或熔合性飛濺。
4、處理方法
對焊縫及其兩側(cè)母材表面產(chǎn)生一般性飛濺時(shí),可用銼刀或手鏟等工具除掉即可,如果屬于熔合性飛濺時(shí),可用砂輪打磨法徹底除掉,與焊縫母材相平(打磨深度不得超過0.5毫米)。
器人")





器人") 東莞市爾必地機(jī)器人有限公司 版權(quán)所有 粵ICP備14063195號
東莞市爾必地機(jī)器人有限公司 版權(quán)所有 粵ICP備14063195號
網(wǎng)站")